



宁夏煤业金凤矿始终秉持 “资源高效利用、绿色低碳发展” 理念,聚焦煤泥等固废资源化利用,通过优化工艺、升级设备,实现煤泥 “零浪费” 处置,为企业降本增效注入新活力。作为煤矿生产的副产品,煤泥水分高、黏性强,传统处理方式存在堆存占用场地、环保风险高、资源利用率低等问题。为破解这一难题,金凤矿结合矿井生产实际,制定了 “晾晒 - 破碎 - 配掺” 一体化处理方案,构建煤泥资源化利用闭环体系。
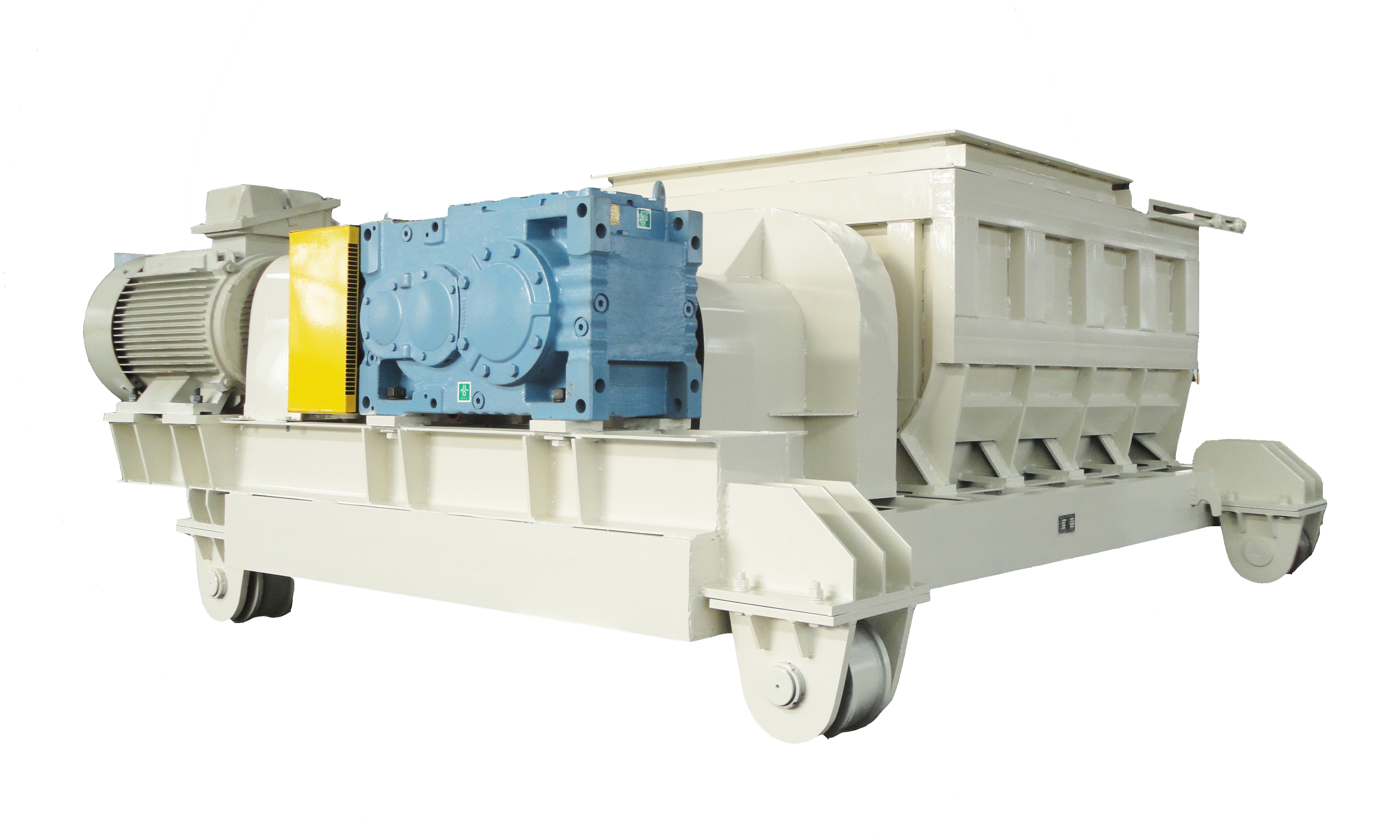
在煤泥处理现场,工作人员首先将湿煤泥输送至专用晾晒场,根据季节气候特点科学调控晾晒时间,通过机械翻搅加速水分蒸发,使煤泥水分降至 25% 以下;随后,晾晒后的煤泥被送入新型双级无筛底破碎机,该设备针对煤泥特性优化了破碎腔体与锤头结构,避免黏湿物料堵塞,可将煤泥破碎至 20mm 以下均匀颗粒;最后,破碎后的煤泥按照一定比例与原煤、中煤掺配,在保障混煤发热量不低于 4500 大卡的前提下,直接作为动力煤销售或供矿井自用。
据统计,该方案实施后,金凤矿每年可处理煤泥 8 万余吨,实现资源回收价值超 1200 万元,同时减少煤泥堆存占地面积约 15 亩,降低环保治理成本 300 余万元。“我们通过精细化管控每一个环节,让原本的‘废料’变成了‘香饽饽’,既保护了环境,又增加了效益,实现了一举多得。” 金凤矿生产技术部负责人介绍。下一步,该矿将继续优化煤泥处理工艺,探索智能化破碎与配掺技术,进一步提升资源利用效率,助力绿色矿山建设。

