


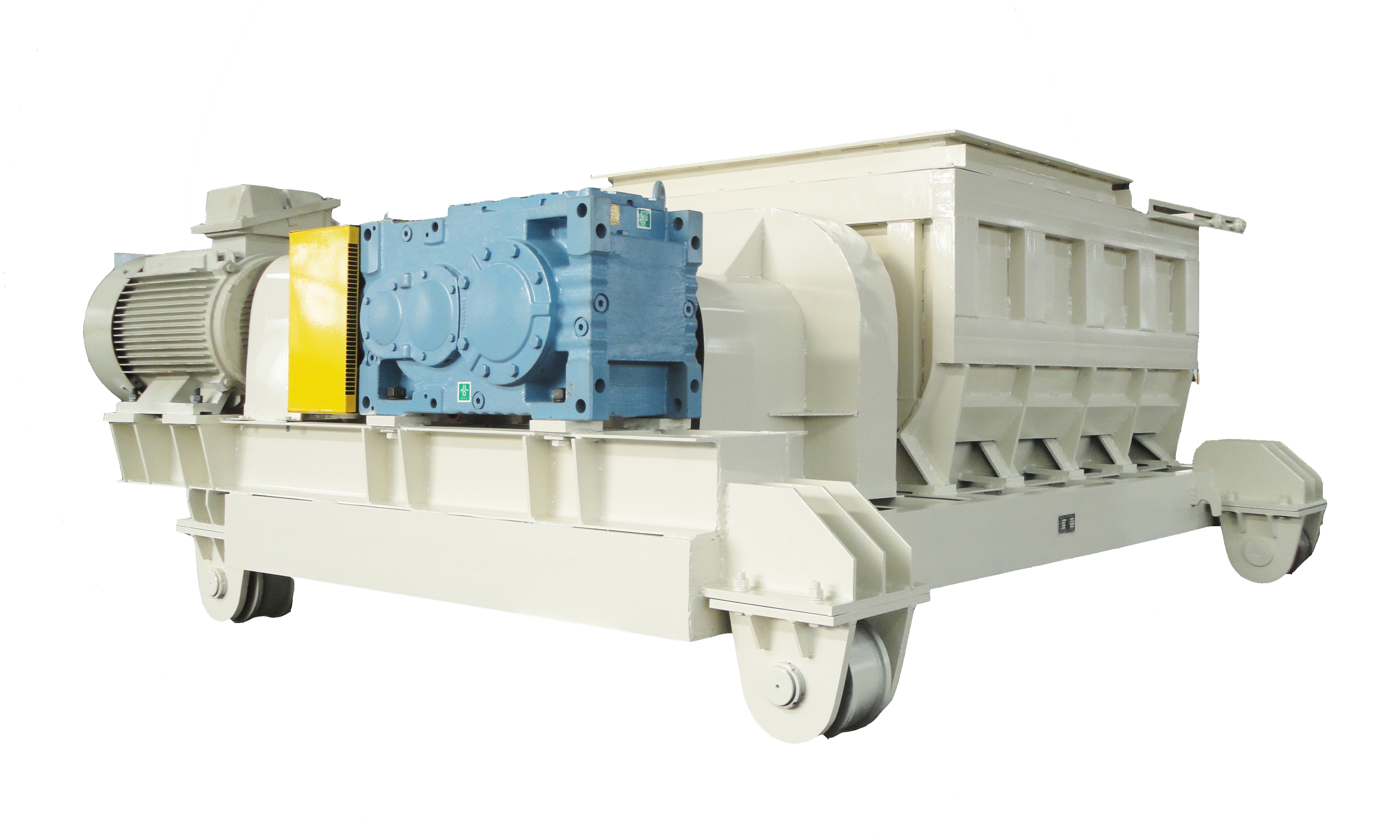

山西大同某大型选煤厂年处理原煤超 1200 万吨,其煤泥滤饼含水率 18%、粘性强,传统设备堵机频发,且需满足≤30mm 资源化利用粒度要求。该厂选用两台南京玺华孚 MJG-500 煤泥破碎机并联作业,设备搭载无筛底防堵结构与双动力架构,适配高湿高粘工况。单台时产 500 吨,连续运行 18 个月零故障。破碎后颗粒全部≤30mm,≤13mm 占比超 75%,煤泥回收率从 65% 提升至 98%。设备吨煤能耗仅 0.7kWh,年运维成本降低 15 万元,年新增收益超 300 万元,8 个月即可回本,为煤炭固废资源化提供高效方案。

